





为了让您更地了解我们的气缸辊压管,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:甘肃金昌气缸辊压管的图文介绍


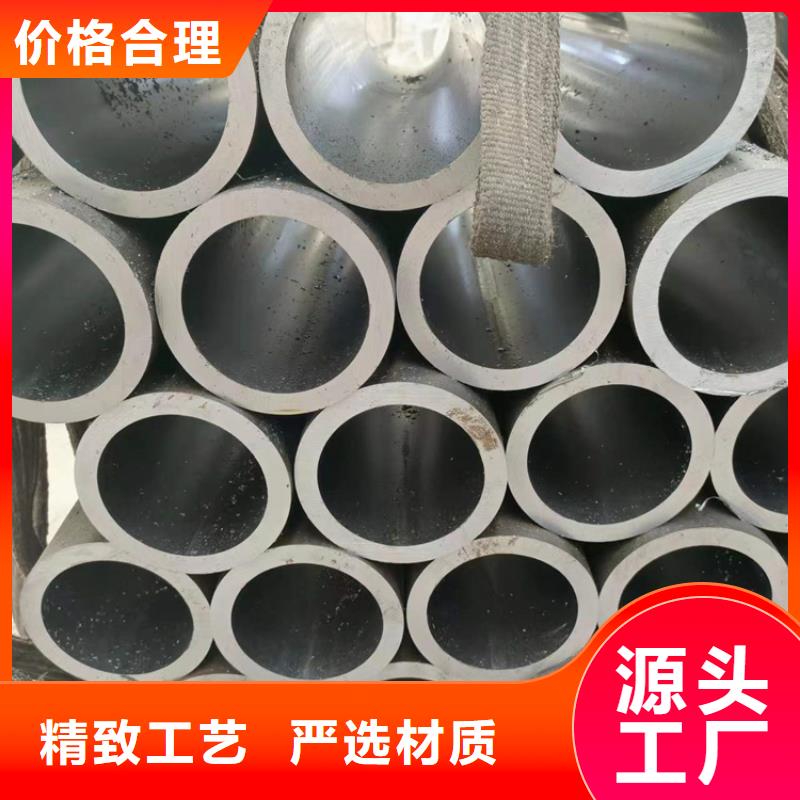
油缸缸筒采用加工生产工艺油缸缸筒采用加工生产工艺油缸缸筒采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高油缸缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了油缸缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 绗磨管 滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。



九冶管业(金昌市分公司)秉承"服务至上"、"以人为本"、"技术革新" 的发展理念,得到了广大 研磨缸筒客户和同行的认可和广泛支持。 通过公司所有员工的不懈努力和开拓,我们已成为 研磨缸筒行业颇具影响力的厂家。我们真诚的希望与国内外用户建立并保持友好合作关系,促进共同发展。我们将凭借在 研磨缸筒领域丰富的经验和良好的国际信誉,不断的为客户提供更为高品质 研磨缸筒的产品和专业化的服务。


绗磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管 油缸管)。本公司生产的绗磨管(航模管 油缸管)粗糙度基本能达到Ra≤0.08μm左右,修正圆度,椭圆度可≤0.01mm,提高表面硬度,使受力变形,硬度提高HV≥4°,加工后有残余应力层,提高疲劳强度提高30%,提高配合质量,减少磨损,延长零件使用寿命。油缸钢管 珩磨管 航模管 油缸管 压,气动缸筒尺寸和精度



热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,绗磨管经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。



一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。高精密珩磨管按外径和壁厚度供货,在同一外径下有多种壁厚,高精密珩磨管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与高精密珩磨管的脆弱处,也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。在 次使用时一定要先试水压,检查是否有异状,如大肚子,爆管,漏剂,以上这些如果没发生就表示一切正常,如果有异常现象,这根高精密绗磨管不能使用,并严禁使用,应该退回销售商或售货公司。
