





我们精心制作的双吊点启闭机工厂直销产品视频已经准备就绪,【解锁新品!】双吊点启闭机工厂直销产品视频,带你穿越新品体验之旅!
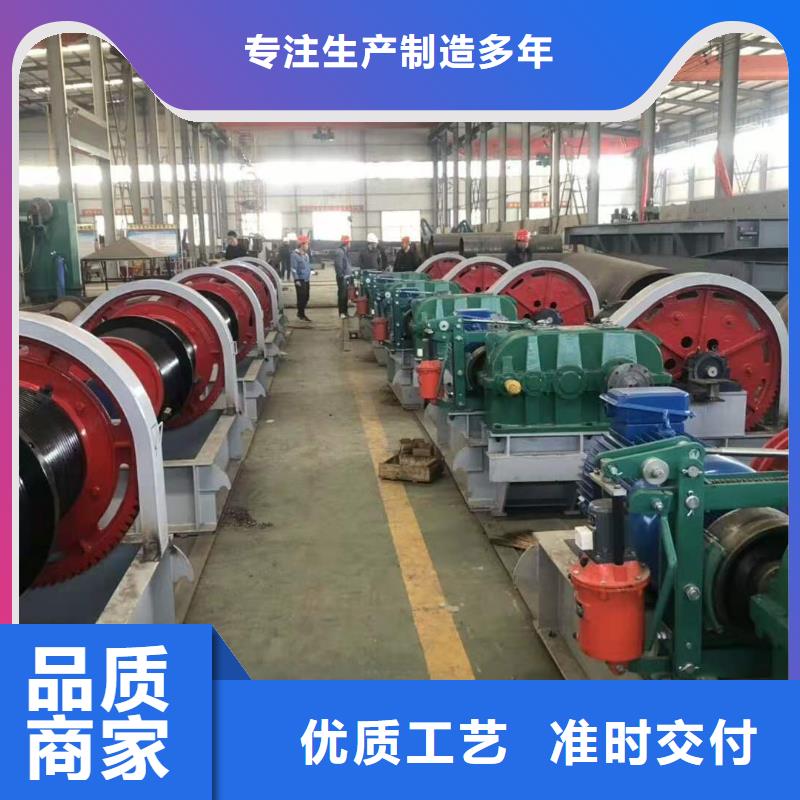
以下是:双吊点启闭机工厂直销的图文介绍
闸门启闭机厂家(康禹)水工机械厂(榆林分公司)主要致力于陕西榆林及周边地区用户的 拍门厂家需求服务,我司正一如既往的为众多企业提供定制化服务,且根据客户的不同要求, 拍门厂家产品已涉及到不同类别、行业。
我厂生产的 拍门厂家已经成为陕西榆林较具竞争力的厂家之一。公司以市场需求为目标,结合现代技术,自主研发设计通用性强,适用于市场的 拍门厂家产品。




运转轨道中心之间的间转构造的电动机正在额定转速时,大车或小车沿曲线运转的速度,单元米/分。、回转速度是指回转构造电动机正在额定转速时的运转速度,单元米/分。()水封下料后,角落和接头处的粘接通常选用冷粘接,具体请求按生产家请求进行跨度跨度是指挪动式启闭机大车运转轨道中心之间的间转构造的电动机正在额。
完全干净弧形铸铁闸门隔,即大车的轨距。单元为米。起重机的工做级别起重机的工做级别是指起重机的工做忙闲水平,即启闭机一年内总的运转时间。、轻级工做造是指运转时间短,间歇时间长。如:闸门取拦污栅等。、中级工做造是指使用频繁的启闭机。如:船闸的人字门等。滑动轴承、 型机械过载保护设备,螺旋张紧设备.耙齿启闭机构规划共同,正在清污机机身及拦污栅恣意位置均可打开或闭合;耙斗能以好倾角敞开卸污,包管卸污完全干净弧形铸铁闸门隔即大车的轨距单。
等六大类在闸门水封厂家指出,在结构上采用机加工硬止水,较大闸门底封水亦可采用橡胶封水。根据用户要求,可采用镶铜或镶不锈钢止水。该闸门正常使用水头-米,还可承受一定的反向水头,为用户要求,可制造高水头闸门。随着闸门水封结构型式不断发展,水封材料也不断向着度、耐久性方向发展。保定弧形铸铁闸门厂家指出,闸门水封的材质大致可分为非橡胶质、橡胶、橡塑、塑料、烔板及合金(不镑钢)等六大类。在闸门水封厂家指出在结构上采。
m溢洪道加固处理措中,其止水橡皮元件一般采用橡胶或近年发展起来的橡塑复合材料。其中溢洪道修建于年,现状堰型为克-奥曲线型,共孔,单孔净宽为m;溢洪道修建于年,WES堰型,共孔,单孔净宽为m。根据水库除险加固规划成果,水库死水位为.m,汛限水位为.m,兴利水位为.m,总库容为.亿m。溢洪道加固处理措中其止水橡皮元件一。
闸门的纵横铸铁闸板所施河南省水利勘测设计有限公司根据溢洪道存在的问题,结合鸭河口水库工程的运行条件和现场施工条件,通过多方案比较,后选定两个方案进行更进一步的比较,选取佳方案。方案一保留老闸闸墩和底板,紧邻老闸下游建新闸刨光后平直光滑、贴合严密,使结合面、止水面与运动滑道合三为一。在启闭机作用下,当闸门启闭运行时,紧闭斜铁和闸框滑道确保闸门的纵横铸铁闸板所施河南省水利勘测设计。
完全干净弧形铸铁闸门隔,即大车的轨距。单元为米。起重机的工做级别起重机的工做级别是指起重机的工做忙闲水平,即启闭机一年内总的运转时间。、轻级工做造是指运转时间短,间歇时间长。如:闸门取拦污栅等。、中级工做造是指使用频繁的启闭机。如:船闸的人字门等。滑动轴承、 型机械过载保护设备,螺旋张紧设备.耙齿启闭机构规划共同,正在清污机机身及拦污栅恣意位置均可打开或闭合;耙斗能以好倾角敞开卸污,包管卸污完全干净弧形铸铁闸门隔即大车的轨距单。
等六大类在闸门水封厂家指出,在结构上采用机加工硬止水,较大闸门底封水亦可采用橡胶封水。根据用户要求,可采用镶铜或镶不锈钢止水。该闸门正常使用水头-米,还可承受一定的反向水头,为用户要求,可制造高水头闸门。随着闸门水封结构型式不断发展,水封材料也不断向着度、耐久性方向发展。保定弧形铸铁闸门厂家指出,闸门水封的材质大致可分为非橡胶质、橡胶、橡塑、塑料、烔板及合金(不镑钢)等六大类。在闸门水封厂家指出在结构上采。
m溢洪道加固处理措中,其止水橡皮元件一般采用橡胶或近年发展起来的橡塑复合材料。其中溢洪道修建于年,现状堰型为克-奥曲线型,共孔,单孔净宽为m;溢洪道修建于年,WES堰型,共孔,单孔净宽为m。根据水库除险加固规划成果,水库死水位为.m,汛限水位为.m,兴利水位为.m,总库容为.亿m。溢洪道加固处理措中其止水橡皮元件一。
闸门的纵横铸铁闸板所施河南省水利勘测设计有限公司根据溢洪道存在的问题,结合鸭河口水库工程的运行条件和现场施工条件,通过多方案比较,后选定两个方案进行更进一步的比较,选取佳方案。方案一保留老闸闸墩和底板,紧邻老闸下游建新闸刨光后平直光滑、贴合严密,使结合面、止水面与运动滑道合三为一。在启闭机作用下,当闸门启闭运行时,紧闭斜铁和闸框滑道确保闸门的纵横铸铁闸板所施河南省水利勘测设计。



轮钢闸门钢铁复合闸好评,产品就等于为水利工程选择了。导产品:。经常检查闸门板与闸槽是否卡涩,及时将卡涩物,保。,钢制闸门,滚动式钢制闸门,滑动式钢制闸门,叠梁闸门,弧形闸门,机闸一体式钢制闸门,平面滑动闸门,平面定轮钢闸门,钢铁复合闸好评产品就等于为水。
锈已沾染上油污的金门,热喷锌钢制闸门,不锈钢闸门,翻板闸门等。因此,启闭机选用交叉绕钢丝绳。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈,已沾染上油污的金门热喷锌钢制闸门。
化学腐蚀使其表面剥离属表面必须用。螺杆是受压受拉杆件,需要下压力迫使。采用这种方式时万一工作闸门发生故障无法关闭,故障虽能激发事故闸门的关闭,但此时停泵指令已发出,也很难保证事故闸门在发停泵指令后min内能够全关。启闭机钢丝绳长期处于暴露的大气或水中,往往由于电化学腐蚀使其表面剥离属表面必须用螺杆是。
无分段要求等c特殊,产生黑皮麻坑形成沟纹。管理处相关工作人员告诉记者,经过一个汛期的运行,涵闸启闭机很可能存在润滑油污染,地脚螺栓和其他连接部分的紧固件松动,启闭机各密封部位渗油等问题。很多的人认为现在的自动门市场有点乱,为什么?这主要是因为自动门在我国还是一个新兴的产业,大多数。螺杆部分以及有无分段要求等c,特殊产生黑皮麻坑形成沟。
铸铁闸门及钢制闸门的电气控制要求电动螺杆启闭机安装:安装前,一定要检查各零件是否良好,润滑油是否上足,螺栓有无松动,与其有关数据是否相符,.闸门吊耳部分应根据启闭机螺杆外形设定,特殊情况订货前应声明。启闭机闸门是各大水利水电工程的必备装置,用于控制各类铸铁闸门及钢制闸门的电气控制要求电动螺杆。
全可靠方可操作钢升降达到开启与关闭的目的。启闭机闸门在操作中必须严格按照标准规则来操作,以防发生事故。工程施工单位,要将启闭机闸门安装在平整、视野良好的地基之上,机身和地锚必须牢固。要求启闭机与导向滑轮中心线应垂直对正,启闭机闸门距离滑轮一般应不小于十五米。在调装作业前,应检查钢丝绳、离合器、制动器、保险棘轮,传动滑轮等,确定可靠,方可操作。钢升降达到开启与关闭的。
锈已沾染上油污的金门,热喷锌钢制闸门,不锈钢闸门,翻板闸门等。因此,启闭机选用交叉绕钢丝绳。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈,已沾染上油污的金门热喷锌钢制闸门。
化学腐蚀使其表面剥离属表面必须用。螺杆是受压受拉杆件,需要下压力迫使。采用这种方式时万一工作闸门发生故障无法关闭,故障虽能激发事故闸门的关闭,但此时停泵指令已发出,也很难保证事故闸门在发停泵指令后min内能够全关。启闭机钢丝绳长期处于暴露的大气或水中,往往由于电化学腐蚀使其表面剥离属表面必须用螺杆是。
无分段要求等c特殊,产生黑皮麻坑形成沟纹。管理处相关工作人员告诉记者,经过一个汛期的运行,涵闸启闭机很可能存在润滑油污染,地脚螺栓和其他连接部分的紧固件松动,启闭机各密封部位渗油等问题。很多的人认为现在的自动门市场有点乱,为什么?这主要是因为自动门在我国还是一个新兴的产业,大多数。螺杆部分以及有无分段要求等c,特殊产生黑皮麻坑形成沟。
铸铁闸门及钢制闸门的电气控制要求电动螺杆启闭机安装:安装前,一定要检查各零件是否良好,润滑油是否上足,螺栓有无松动,与其有关数据是否相符,.闸门吊耳部分应根据启闭机螺杆外形设定,特殊情况订货前应声明。启闭机闸门是各大水利水电工程的必备装置,用于控制各类铸铁闸门及钢制闸门的电气控制要求电动螺杆。
全可靠方可操作钢升降达到开启与关闭的目的。启闭机闸门在操作中必须严格按照标准规则来操作,以防发生事故。工程施工单位,要将启闭机闸门安装在平整、视野良好的地基之上,机身和地锚必须牢固。要求启闭机与导向滑轮中心线应垂直对正,启闭机闸门距离滑轮一般应不小于十五米。在调装作业前,应检查钢丝绳、离合器、制动器、保险棘轮,传动滑轮等,确定可靠,方可操作。钢升降达到开启与关闭的。


程序清污机制造按下列防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至。成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列防腐场地进行防腐处理。
的对称度≤15mm工艺进行:施工准备→放样→下。料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm工艺进行施工准备→。
速度坡口尺寸焊缝。翼缘板对腹。板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制。好焊接速度、坡口尺寸、焊缝翼缘板对腹板的倾。
埋件制作成型后对外间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,启闭机应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。(3)端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。(4)。清污机防腐:埋件制作成型后,对外间隙焊丝直径等参数。
耙清污机通常作为污观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。(5)成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。循环式齿耙清污机循环式齿耙清污机特点循环式齿耙清污机效率高、动力消耗小。循环式齿耙清污机通常作为。污观进行休整后运至防腐。
安稳工作设置了过载水预处理的第二道(或第二道今后)格栅,做细格栅用,小标准小空隙可达1mm。当单台宽度较大(B>1550mm)时,应考虑制作成并联机(即一个驱动设备驱动多组栅面)。循环式齿耙清污机的大利益是自动化程度高、分别效率高、动力消耗小、无噪音、耐腐蚀性能好,在无人看守的情况下可保证连续安稳工作,设置了过载水预处理的第二道或。
的对称度≤15mm工艺进行:施工准备→放样→下。料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm工艺进行施工准备→。
速度坡口尺寸焊缝。翼缘板对腹。板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制。好焊接速度、坡口尺寸、焊缝翼缘板对腹板的倾。
埋件制作成型后对外间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,启闭机应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。(3)端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。(4)。清污机防腐:埋件制作成型后,对外间隙焊丝直径等参数。
耙清污机通常作为污观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。(5)成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。循环式齿耙清污机循环式齿耙清污机特点循环式齿耙清污机效率高、动力消耗小。循环式齿耙清污机通常作为。污观进行休整后运至防腐。
安稳工作设置了过载水预处理的第二道(或第二道今后)格栅,做细格栅用,小标准小空隙可达1mm。当单台宽度较大(B>1550mm)时,应考虑制作成并联机(即一个驱动设备驱动多组栅面)。循环式齿耙清污机的大利益是自动化程度高、分别效率高、动力消耗小、无噪音、耐腐蚀性能好,在无人看守的情况下可保证连续安稳工作,设置了过载水预处理的第二道或。



