





想要了解【酸洗钝化无缝钢管】,球墨铸铁双层篦子支持定制加工产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:云南红河【酸洗钝化无缝钢管】,球墨铸铁双层篦子支持定制加工的图文介绍


云南红河酸洗钝化无缝钢管的处理方式有?
酸洗钝化无缝钢管浸渍法:
不锈钢管道、弯头、小零件等适合采用这种方法,加工效果好。由于处理部分能完全浸入酸洗钝化液中,酸洗钝化无缝管表面完全反应,钝化膜致密均匀。该方法适用于连续间歇操作,但随着溶液反应浓度的降低,需要补充新的溶液。缺点是由于酸槽的形状和容量的限制,不适用于大容量设备和管道形状太长、太宽;长期使用会降低溶液挥发等原因造成的影响。需要特殊场所、酸池和加热设备。
酸洗钝化无缝钢管抹面法:
不锈钢酸洗钝化膏在我国应用广泛,并有一系列产品供应。手动操作,适合现场施工。不锈钢化工容器的焊接处理、焊接变色、转角死角、扶梯靠背、大面积钝化等均采用。
膏体法的优点是不需要特殊设备和场地,不需要加热设备,现场操作灵活。酸洗、钝化一次完成,独立性强;钝化膏保质期长,每次使用均采用新的钝化膏。一般情况下,表面层钝化后反应停止,不易过度腐蚀,且不受后续冲洗时间的限制。焊缝等薄弱环节也会加强钝化。缺点是工人操作环境差,劳动强度大,成本高,不锈钢管道内壁处理不好,需要与其他方法相结合。
云南红河无缝钢管酸洗及喷涂方法:
适用于现场固定、环境封闭的单一产品或内部结构简单的设备进行酸洗和钝化,如板生产线上的喷雾酸洗工艺。不锈钢化工容器,可用于容器内壁酸洗。
其优点是连续操作快,操作简单,对工人腐蚀影响小,溶液利用率高。这种方法有很多限制,如:
1.容器中不得有残留物或杂质。
2.酸洗液在容器中停留时间过长,会引起不锈钢的过度腐蚀。因此,有必要继续操作,随时准备大量的清洗水。一旦发生停电、停水、停工等事故,将造成严重后果。废酸和废水排放应使用大容器。随着反应时间的延长和溶液杂质的增加,酸洗液的有效成分逐渐减少。必须随时检测溶液浓度,及时加入新溶液。



博钢铁(红河市分公司)主要产品有:(云南红河) 本地 球墨铸铁井盖DN800等,资源充足,品种齐全,库存量大,价位低。
公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信求实、发展、创新是我公司的经营宗旨,热忱欢迎广大不锈钢用户及同仁光临我公司,为不锈钢事业共创辉煌。
本公司的经营理念:同样的产品比质量、同样的质量比价格、同样的价格比服务、 同样的服务比信誉
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格。
郑重承诺:保证以好的产品、优的质量、低的价格、完善的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。
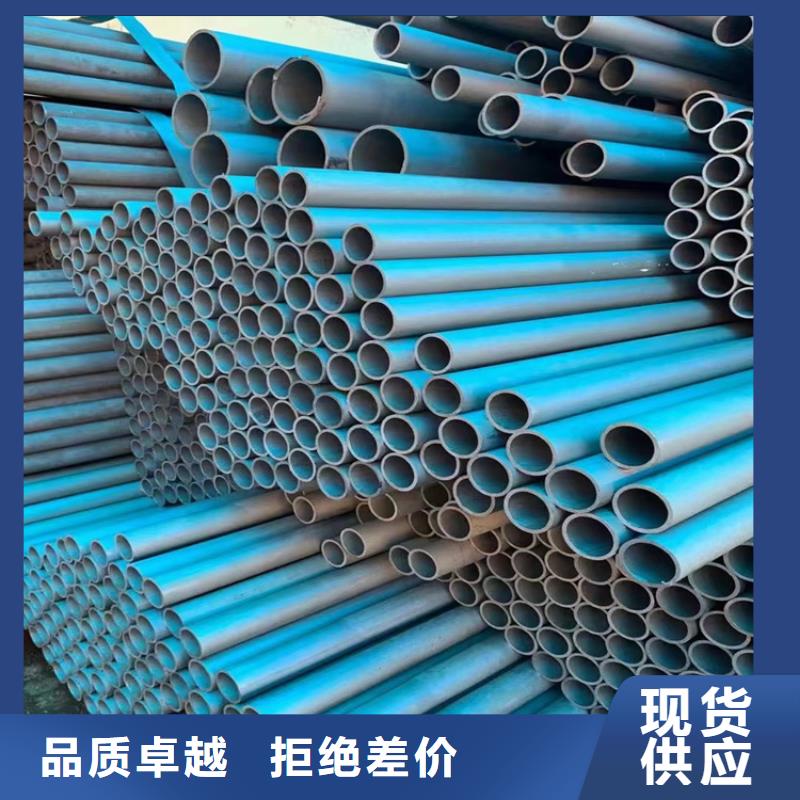
【酸洗钝化无缝钢管】,球墨铸铁双层篦子支持定制加工


云南红河酸洗钝化无缝钢管制冷管道常备规格 18 20 25 28 30 32 38 42 45 48 50 57 63.5 76 89 108 133 159 168 194 219 273 325 377 426等,钢管酸洗钝化处理后封头盖帽做防水包装,可按要求喷防锈漆。配有各种酸洗钝化GB/T12459无缝管件,弯头 三通 偏心半径 大小头 封头等。我公司同时与成都无缝钢管厂、鞍山、西宁、包钢等大中钢管厂建立了稳定的供销关系,常年销售无缝钢管、精密钢管、不锈钢管、合金钢管、螺旋钢管,高压锅炉管、小口径无缝钢管,方管,厚壁方矩管,地质管等,常备资源材质为: 20#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、云南红河15CrMo、42CrMo、304、304L、316、316L。执行国标:GB8162-99结构管、GB8163-99流体管、化肥专用管、液压支架管、GB3087-99、GB5310-85高压化肥锅炉用管、GB5312-8船用管、 管线管、合金钢管等,经营各种焊管。
公司一直秉承“专注钢材,以专业的品质做受人尊重的企业”的经营理念,严把钢管的质量关,为客户使用提供保障,欢迎贵单位到我公司实地考查洽谈业务。



云南红河 酸洗钝化无缝钢管操作过程可根据不锈钢管的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的情况确定),至表面污垢,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,好再用碱水或石灰水冲洗中和。1.准备工作2.化学除云南红河 油1)化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。2)使用12~15的(按体积)进行化学除油处理,温度为40℃~60℃,时间为2~4小时。3)管件在槽内浸泡时,应注意放置的位置,避免管内存留空气。4)浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。5)化学除油直至管件表面被水润湿。

