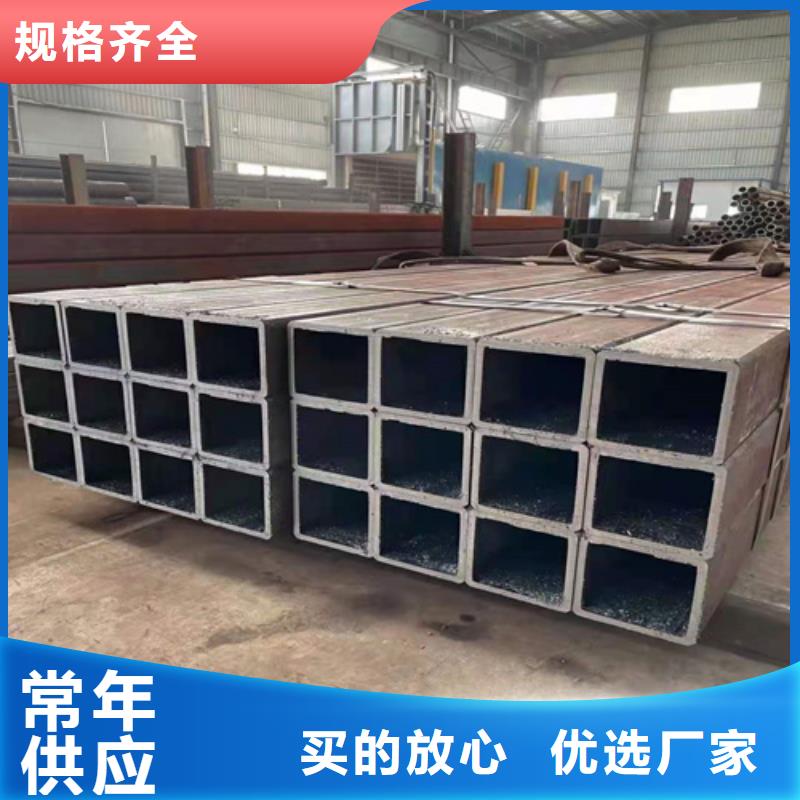





我们的现场实拍视频将带您走进买450*250*12方管【无中间商】产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:买450*250*12方管【无中间商】的图文介绍


通常大家在购买镀锌方管的时候,首先关注到的就是镀锌方管价格,在这小编要告诉大家的是,除了价格之外,我们其实更应该关注镀锌方管的质量,选择优质的产品才能保障施工的。那么镀锌方管的伪劣如何辨别呢?大家在使用镀锌方管的时候经常会出现一些问题,一般产生问题的管材都是劣质的产品,不仅安装的时候造成影响,使用起来产生的危害也是很大的,为了让大家可以更好地进行购买和使用,今天小编就会告诉大家一些判别镀锌方管伪劣的方法。 首先我们需要查看一下镀锌方管表面的情况,如果表面出现结疤的话,说明使用的原材料是不好的,杂质含量比较高,所以导致了结疤的出现。镀锌方管价格比黑方管价格偏高的一个原因就是其工艺比较复杂,有着良好的防腐防锈功能。经过镀锌工艺的处理,镀锌方管可以有效的延长使用寿命。 镀锌方管价格和质量孰轻孰重? 那么镀锌方管做完防腐后,在装车时需要注意什么?做好的防腐钢管不管是成品堆放还是成品装车都要避免不必要磕碰,吊车装车时尽量一次到位,起落次数越少管体外观磕碰就越少,镀锌方管装车还好点主要强调还是环氧煤沥青外缠玻璃布防腐钢管装车时要格外注意防腐镀锌方管需要套装时,那内壁防腐(如IPN8710饮用水防腐)避免不了是要破损的,给客户带点已经调好的内外壁涂料过去,相信他们一定在监理验收之前把破损创面刷好的。这个现象只需要仔细的观察一下就可以发现出来。 其次就是表面纹路的情况,优质的产品纹路都是分布比较均匀的,不会出现裂纹的产生,如果发现裂纹的话,说明使用的原料的质量太差,在生产的过程中承受不了热量,终就会导致裂纹产生。优质的铝单板表面应该是比较光泽的,而且呈现出来的颜色也是比较均匀的,出现红色或者生铁颜色的话,那就说明是劣质的产品。



通洋金属制品(保定市分公司)选用的 ND钢管材质符合标准,企业严把质量关,做到不合格不出厂。经营理念:以市场为导向、以用户为中心、追求卓越。质量方针:专业创造价值,质量铸就品牌。公司宗旨:经济讲效益,管理讲制度,办事讲原则,工作讲效率。期待与您合作共赢。



镀锌方管是一种以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管,或将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌方矩管。镀锌方管计算重量公式是什么呢?下面小编给您介绍一下: 镀锌方管计算重量 镀锌方管计算重量公式是:4x壁厚x(边长-壁厚)x7.85 其中,边长和壁厚都以毫米为单位,直接把数值代入上述公式,得出即为每米方管的重量,以克为单位。 如30x30x2.5毫米的镀锌方管,按上述公式即可算出其每米重量为:4x2.2x(30-2.5)x7.85=2158.75克,即约2.16公斤。 镀锌方管计算重量公式中,当壁厚和边长都以毫米为单位时,4x壁厚x(边长-壁厚)算出的是每米长度镀锌方管的体积,以立方厘米为单位,再乘以铁的比重每立方厘米7.85克,得出即为每米方管以克为单位的重量。



镀锌方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管,或将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌方管。镀锌方管用途广泛,运用的环境也很多,其中主要是应用于工业生产上,而由于工厂人员密集,为了保障工作人员的人身,所以一般在选购镀锌方管时我们要注意以下几点问题: 1、性 这是为重要的因素,如果这一点无法满足也不会有人会用,不能保障人身的是属于违禁品的,就不能在市面上出现,所以一般只要在正规的机械厂采购的,这个问题就不会发生。 2、耐用性 其次在选购镀锌方管时,我们要注意它的使用寿命,使用的寿命越长耗损率就低,更换的就会比较慢,就会很省钱,工厂肯定是希望画的钱越少越好,所以,耐用性一直是选购镀锌方管的重要因素。 小编为您介绍,我们挑选镀锌方管的另一种方法是用手轻敲砖体,仔细辨听声音是否清脆悦耳,有金属音质者,则砖体密度高,烧结好;声音粗犷沉闷,则管体烧结度底,致密度不高;若敲击声音沙哑,镀锌方管属于劣质品,甚至管体内可能有裂纹。用手掂砖,一般情况下,手感沉重则密度高,硬度大,强度好,反之则质地较差。


镀锌方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料,经冷弯曲加工成型后再经高频焊接制成的,方形截面外形尺度的空心方形的截面型钢钢管;或将事前做好的冷弯空心型钢管,再经热浸镀锌加工而成的镀锌方矩管。由于镀锌方管是在方管上停止了镀锌的处置,所以使得镀锌方管的运用规划较方管有了很大的拓宽。其主要用于幕墙,建筑,机械制造,钢铁建立项目,造船,太阳能发电支架,钢构造工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场等。 镀锌方管及夹具在热处置前均应根除油污、残盐、油漆等外来物;在真空炉中初次运用的夹具,应预先在不低于工件所请求的真空度下停止除气净化处置;在热处置过程中易变形工件,应在专用夹具上停止加热。预热的办法有:一次预热为800℃,二次预热为500-550℃和850℃,一次预热升温度速度应约束。 关于外形复杂或截面有急剧改动以及有用厚度较大的工件,应停止预热;有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,普通不宜在盐浴炉中加热;镀锌方管加热应有足够的保温时辰,可依据工件有用厚度和条件厚度(理论厚度乘以工件外形系数)马氏体不锈钢和耐热钢镀锌方管淬火冷至室温前方可停止清洗、深冷处置或回火,焊接和其后的热处置之间的时辰距离不应超越4小时。