您的位置>首页 >保定本地行业热点 >
不锈钢缸筒
更新时间: 2025-05-28 23:12:23 ip归属地:保定,天气:晴,温度:14-32 浏览次数:2
以下是:不锈钢缸筒的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 0.1吨 |
|---|
| 质量等级 | |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#珩磨管 |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸汽车配件 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/27SiMn |
|---|
| 质量等级 | |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 是否厂家 | 是 |
|---|
| 加工定制 | 是 |
|---|
以下是:不锈钢缸筒的图文视频
导读 您是想要在河北省保定市采购高质量的不锈钢缸筒产品吗?液压机械(保定市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢缸筒产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《辽河路燕山路交叉口南500米东首》。 河北省,保定市 保定市,河北省辖地级市,国务院批复确定的京津冀地区中心城市之一。保定市位于河北省中部偏西,太行山东麓,冀中平原西部,地势由西北向东南倾斜。地貌分为山区和平原两大类;地理坐标介于北纬38°14′29″~39°57′3″,东经113°45′32″~116°19′41″之间;东接雄安新区,东南邻沧州市,南接衡水市,西南连石家庄市,西靠山西省,西北与山西省及张家口市交界,北邻北京市,东北与廊坊市毗邻。保定地处京津石金三角,距北京140公里,距天津145公里,距石家庄125公里,总面积1.93万平方千米(不含雄安新区及定州)。截至2022年末,保定市常住人口914.4万(不含雄安新区及定州)。
不锈钢缸筒视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:不锈钢缸筒的图文介绍

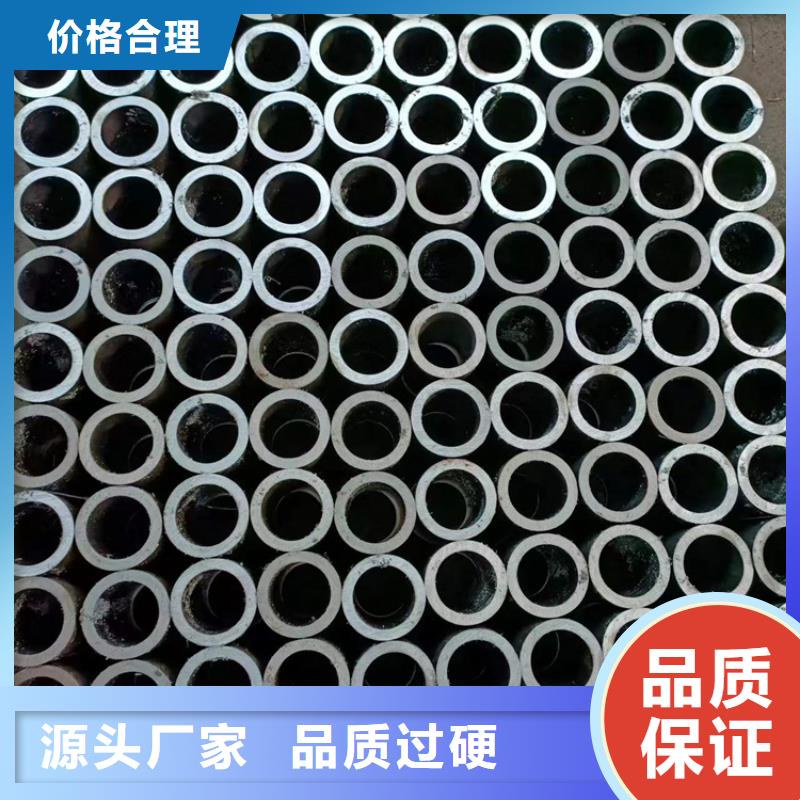
要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。


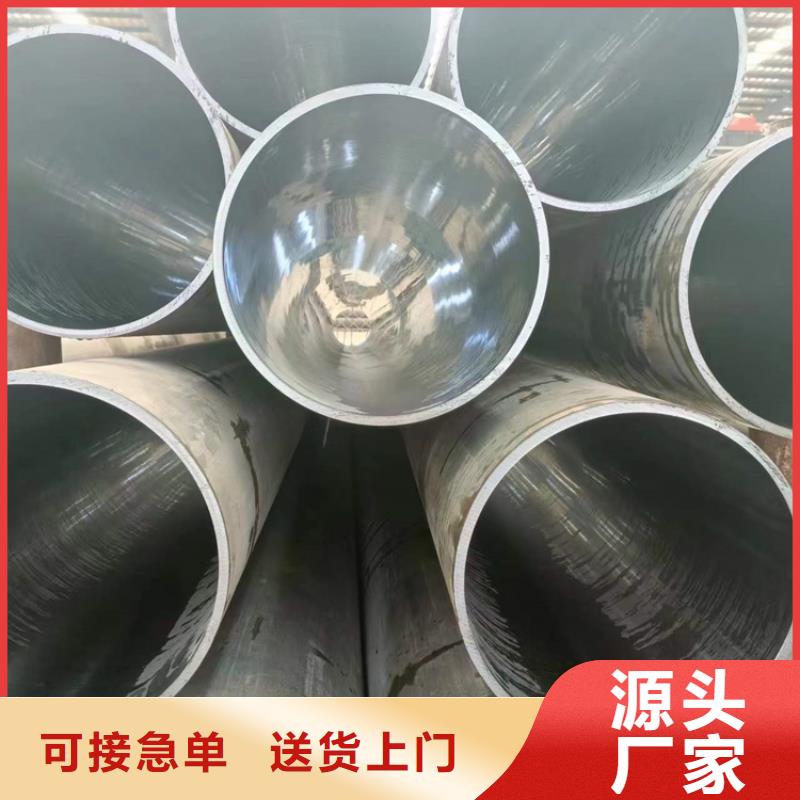
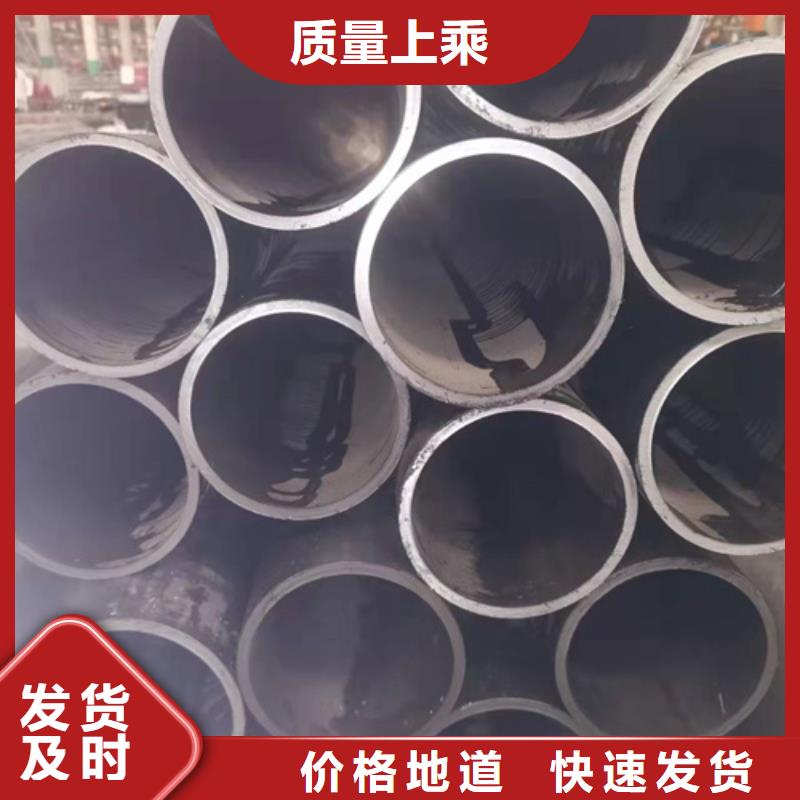
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



液压机械(保定市分公司)拥有 珩磨管报价销售人员和技术人才,更好的为广大用户适合自己企业的 珩磨管报价产品,同时让用户体验无后顾之忧的服务,历经十年,我们已经成为百余家企业单位的合作伙伴。
让客户放心满意是我们的服务宗旨, 以“诚信守法、注重绩效、不断变革”为企业价值观,我们正努力实践“为顾客创造价值,为员工谋求发展,为社会承担责任”的经营理念,致力于打造河北保定可靠的 珩磨管报价供应商。



总结 联系人:高经理,电话:17706353138,液压机械(保定市分公司)在河北省保定市本地专业从事不锈钢缸筒,河北省保定市各个县市以及周边河北省 石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 竞秀区、满城区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区城市均可提供送货上门服务!