




观看我们的产品视频,就像打开了一扇通往热浸锌管4分价格产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:热浸锌管4分价格的图文介绍

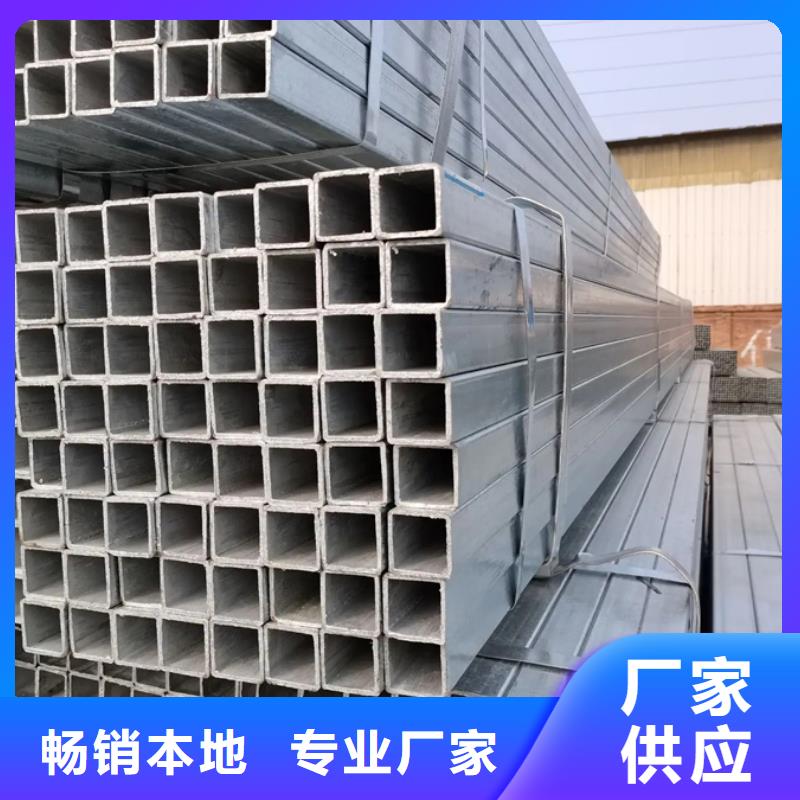
为什么说镀锌方管适合做温室大棚用,温室的框架由圆铜或钢管制成,多为无柱温室。由于材料和焊接方法的不同,伞裙的种类很多。在我国,有很多桁架式钢架温室和装配式镀锌带管温室。 温室所有骨架均由工厂按定型设计生产,标准总成运至现场安装。 目前国内主要生产跨度为6米、30米、8米、42米、10米、66米等不同类型的装配式镀锌温室。 它的高度为2至3米,均为拱形圆形温室。 棚体由北向南延伸,棚内无立柱。 预制温室骨架由钢管制成,拱杆、纵筋、膜槽、膜弹簧、棚头、门、侧通风装置等,由各种夹具组装而成。 温室拱杆由两根直径25~32mm的弧形镀锌方管对接,顶部有套管; 镀锌管每1米使用一根拱杆。 纵肋用直径25mm的镀锌方管用拉杆和销钉连接,拱杆用横管卡箍固定在其上; 整个棚由6根纵肋连接为一体。 温室棚头用6根直径25毫米的钢管柱固定在拱杆上。 温室内有6个纵向薄膜槽,用槽管和十字夹固定在拱杆上,薄膜用薄膜弹簧固定。 棚头横向薄膜槽用平行槽管固定在拱杆上,棚头薄膜也用薄膜弹簧固定。 安装时先按现场图纸布置线路,沿棚内侧挖一条0.5米深的沟渠。 先压南北棚头,立 拱,埋柱。 拱形柱埋在地下0.5米的基石上。


热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。



如需了解更多 09CrCuSbH型钢产品信息,可以直接点击店铺链接,进入与之对应的 09CrCuSbH型钢产品栏目进行了解,也可以直接拨打我们的销售热线进行了解。


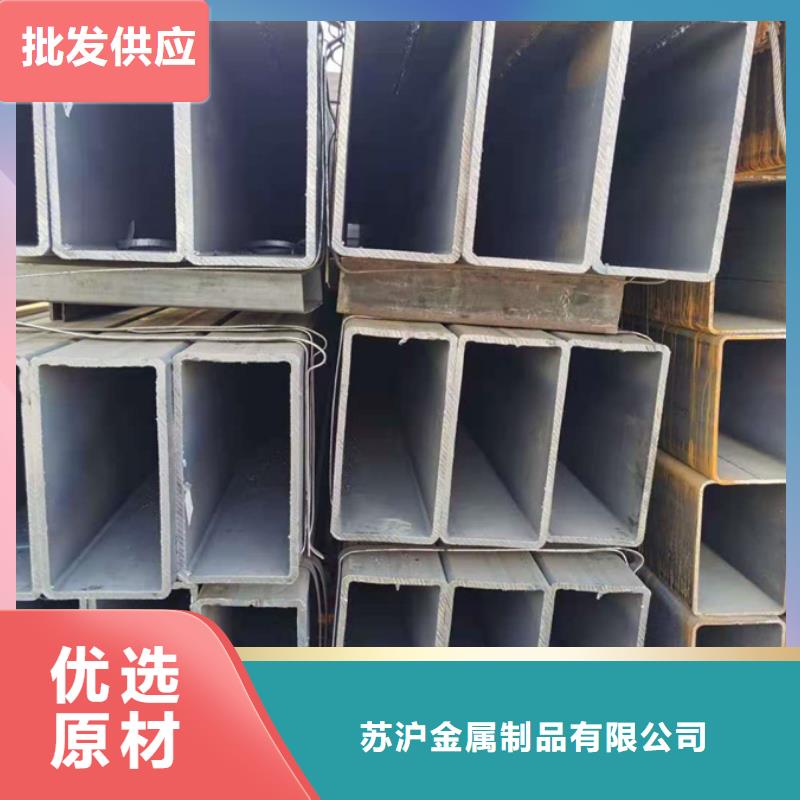
镀锌焊管连续挤压机工具易于制造和更换,适合大批量生产,多规格不锈钢管,非常适合生产斜轧穿孔机无法生产和加工的高合金钢。 镀锌方管熔焊是在焊接过程中将工件界面加热至熔融状态,无压力完成焊接的方法。 熔焊时,热源迅速加热并熔化两个待焊工件的界面,形成熔池。 熔池随着热源向前移动,冷却后形成连续焊缝,将两个工件连接成一体。 经热处理后,镀锌方管显示出高品质,主要体现在尺寸精度和表面光洁度方面。 即使经过热处理,管材表面也不会出现氧化膜,冷弯后也不会变形,因此可以进行更复杂的机械加工加工,这些都是镀锌方管的优点。 在强大的外力作用下,镀锌方管的抗塑性和抗断裂能力得到了一定程度的提高。 可增加镀锌管的切削性能,发展钢材的抗压强度和淬火牢固度,具有优质设备的功能。如果断面有较大的鳞片感或者是重点调质工件。对于镀锌方管件的调质处理,各族人民的主要参数在加工工艺书中都有标准。 我们在实际操作中认识到:镀锌方管件热处理后应听取意见。油冷,镀锌方管钢具有良好的切削性能,可在油中凝固硬化,工件变形和开裂要小。众所周知,在中小企业已经很容易提供种子的时候,对于不容易设计的部分,可以在水中进行热处理,不会发现裂纹。

