




想要一睹大口径合金管批发价格产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
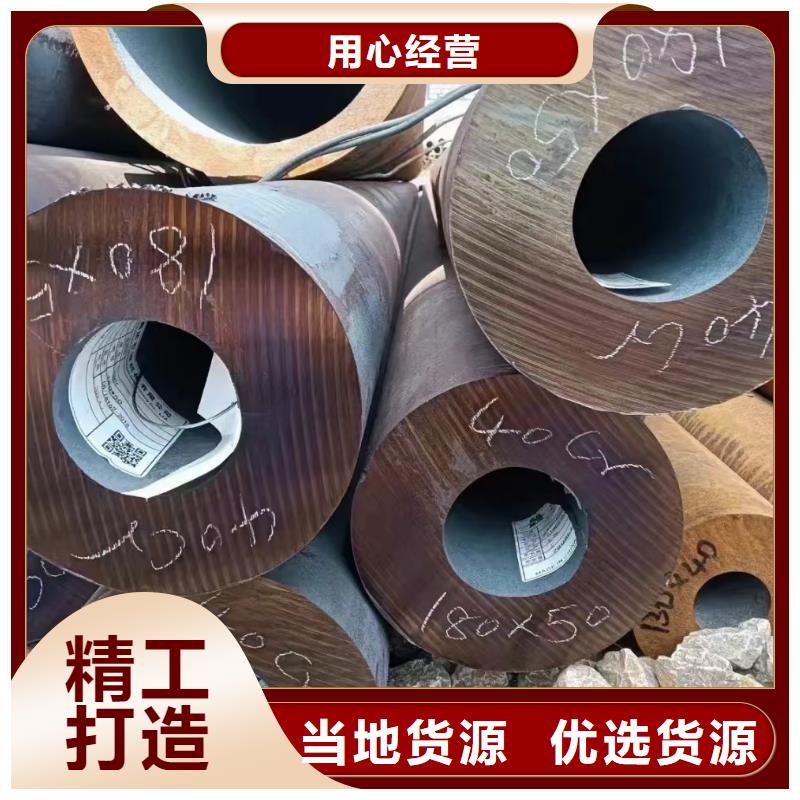
以下是:大口径合金管批发价格的图文介绍
鑫邦源特钢有限公司(通辽分公司)把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 管线管原料开始,实行层层把关制, 管线管产品质量多年稳定提高,不断改进。鑫邦源特钢有限公司(通辽分公司)以满足贵公司的需求为宗旨,不仅为您提供高品质的 管线管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。


一般我们在进行钢管半径的设计的时候都会根据其在这方面的用途。因为我们的15CrMoG合金管主要用于是管道运输,所以对其半径要求比较高,这样在进行设计的时候都会优先考虑半径,因为半径如果比较地话,在使用的时候就不必要再进行二次切割,这样直接就可以进行使用,省去了不少的麻烦,而且还提高了很高的效率。
针对单半径通过系统的缺点,很多15CrMoG合金管的成型过程单元采用双半径,初步形成水平辊是由两个不同的圆弧,和时间是一样的单一半径变形过程,粗糙的形状这条曲率处理接近边缘的曲率的挤压辊,辊轧成形过程的这种花。钢带的边缘处理来改善焊接形成条件
形成部分两边的小半径约占10%。15CrMoG合金管坯宽度。缺点的形成过程,不同直径的辊不能使用。生产过程严格清洗相关技术指标,防止由于错误时间受伤的直缝直缝分刺绣后,产品外观与刺绣会比以前更光滑,直缝除了刺绣是一种常用的行业的技术。
针对单半径通过系统的缺点,很多15CrMoG合金管的成型过程单元采用双半径,初步形成水平辊是由两个不同的圆弧,和时间是一样的单一半径变形过程,粗糙的形状这条曲率处理接近边缘的曲率的挤压辊,辊轧成形过程的这种花。钢带的边缘处理来改善焊接形成条件
形成部分两边的小半径约占10%。15CrMoG合金管坯宽度。缺点的形成过程,不同直径的辊不能使用。生产过程严格清洗相关技术指标,防止由于错误时间受伤的直缝直缝分刺绣后,产品外观与刺绣会比以前更光滑,直缝除了刺绣是一种常用的行业的技术。

可见钢铁板块不,另外很多合金钢管厂由于在多元化发展上的态度和策略不同,这也导致了国内上市合金钢管厂在业绩上呈现冰火两重天的现象。而在业内的分析师看来,贬值对钢铁行业是把。在经济增幅放缓,合金钢管产量呈现下滑态势,短期铁矿石整体需求将受到,再加上贬值,预计一季度铁矿石进口量将呈现下滑态势。 同时国内合金钢管厂也会趁贬值加速出口。近期来看,的贬值也表明在上话语权还是分量不足,更不具备与美元抗衡的实力,同时近几年随着化进程不断深入,贬值的可能性不会太大。 据统计,1月份广东合金钢管出口29.4万吨,同比增长20.4%,是继2月份之后今年出口量第二高。同时,合金钢管出口均价走高,2月份合金钢管出口均价达1137美元/吨,大幅增长47.1%,创历史新高。值得注意的是,合金钢管对东盟和出口倍增。 合金钢管市场人士以及广州了解到,钢铁市场目前出现了、国内两重天的格局,国内钢材价格指数不断下滑,8月底的综合价格指数较上月下跌了9.1%,但是同期CRU钢价综合指数仅下滑了2.3%,市场钢材明显好于国内,价差依然较大,企业的出口热情不减,人士告诉。


高压合金管开始应用到油井中不是 两天了,大家都知道油井对钢管的要求比较高,不仅要耐腐蚀,还要密封性好。我们高压合金管就很符合这种要求,自从高压合金管投入到油井中使用以来,几乎没有出现过高压合金管故障。并且随着高压合金管自身质量和生产技术的提高,高压合金管进一步在油井需要中站稳地位。那么高压合金管为什么这么受油井青睐呢?
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。


