





我们精心制作的流体管精心产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
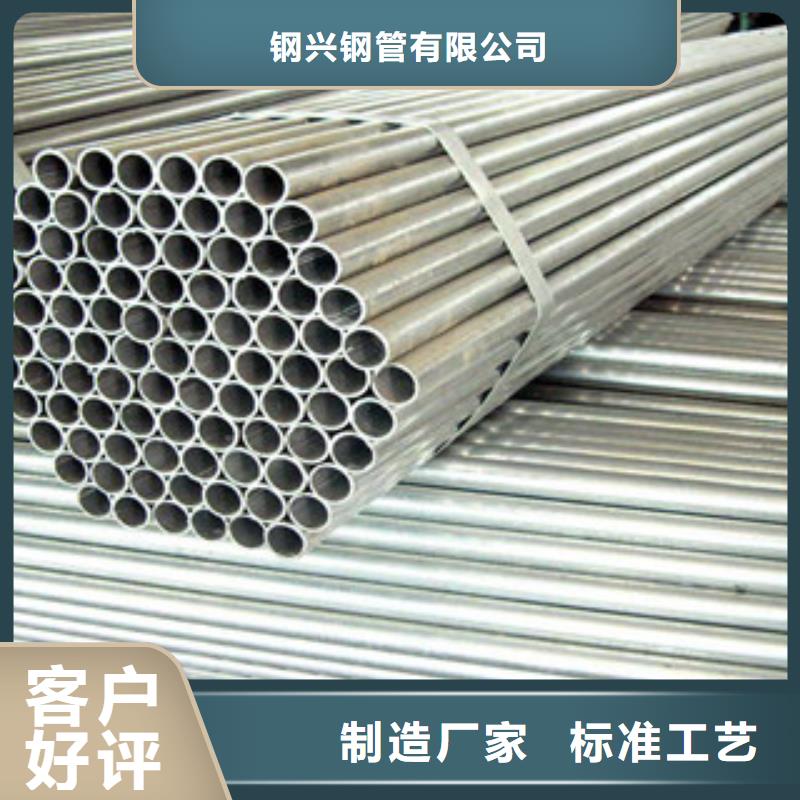
以下是:流体管精心的图文介绍

流体管件焊接时候要注意什么?
1、为提防因为加热而发生睛间侵蚀,焊接电流不宜太年夜,比碳钢焊条较少20%摆布,电弧不宜过长,层间快冷,以窄焊道为宜。2、流体管件焊后硬化性较年夜,便利发生裂纹。若接纳同典型的流体管件,必需进行300℃以上的预热和焊后700℃摆布的缓冷处置。若焊件不能进行焊后热处置,则应选用流体管件焊条。3、流体管件,为改良耐蚀机能及焊接性而适当增添适量不变性元素Ti、Nb、Mo等,焊接性较流体管件好一些。接纳同典型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃摆布的回火处置。若焊件不能进行热处置,则应选用铬镍不锈钢焊条。4、流体管件焊条具有精巧耐侵蚀性和抗氧化性,普遍应用于化工、化肥、石油、医疗机械制造。5、流体管件药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时便利发红,故尽概略接纳直流电源。6、流体管件具有必定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨机能。凡是用于电站、化工、石油等设置装备摆设质料。流体管件焊接性较差,应留心焊接工艺、热处置前说起选用合适电焊条。7、焊条操纵时应连结干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次一再烘干,否则药皮便利开裂剥落),提防焊条药皮粘油及别的脏物,以免致使焊缝增添含碳量和影响焊件质量。8、流体管件焊接时,受到一再加热析出碳化物,降低耐侵蚀性和力学机能。


钢兴钢管 (延边市分公司)是一家专注于 防腐钢管产品研究、开发、生产及销售的高科技技术型企业。公司依托雄厚的技术力量并与多家科研单位及高等院校建立了密切的合作关系,公司具备先进的生产工艺及严格的生产管理制度,研发和生产了各种 防腐钢管。




流体无缝管的 承受的内水压力(压强)计算
P=2T[S]/D 式中:P——管内水压强,MPa;D——管内径,mm;[S]——管材的许用拉应力强度MPa,T——管壁厚,mm。
这个公式是取单位长度的水管,进行受力分析得到的。
意思是取单位长度的水管,并剖开,取出一半,研究作用于它上面万豪的水压力与管壁拉力的平衡,即可得到这个公式。
(水压力就是PD,管壁拉力就是2T[S],二者相等,即PD=2T[S],两边除以D即得本公式。)
所谓 承受压力是指在系数等于1时所能承受的压力。
上面公式没考虑系数,如果考虑系数K(K大于1),则 P=2T[S]/(KD)
无缝管,焊管,不锈管都能用这个公式,但式中的管材的许用拉应力强度[S]各有不同,焊管的[S]还取决于焊缝的质量。
要强调的是这里承受压力是指管道的内水压强,而不是管道外部的压强,流体无缝管管道外部的承受压力应另加考虑。
P=2T[S]/D 式中:P——管内水压强,MPa;D——管内径,mm;[S]——管材的许用拉应力强度MPa,T——管壁厚,mm。
这个公式是取单位长度的水管,进行受力分析得到的。
意思是取单位长度的水管,并剖开,取出一半,研究作用于它上面万豪的水压力与管壁拉力的平衡,即可得到这个公式。
(水压力就是PD,管壁拉力就是2T[S],二者相等,即PD=2T[S],两边除以D即得本公式。)
所谓 承受压力是指在系数等于1时所能承受的压力。
上面公式没考虑系数,如果考虑系数K(K大于1),则 P=2T[S]/(KD)
无缝管,焊管,不锈管都能用这个公式,但式中的管材的许用拉应力强度[S]各有不同,焊管的[S]还取决于焊缝的质量。
要强调的是这里承受压力是指管道的内水压强,而不是管道外部的压强,流体无缝管管道外部的承受压力应另加考虑。


在塑性范围和直至规定强度(规定非比例延伸强度、规定总延伸强度和规定残余延伸强度)应变速率不应超过0.0025/s。”。这里面有一个很关键的问题,就是应力速度与应变速度的切换点的问题。 是在弹性段结束的点进行应力速度到应变速度的切换。在切换的过程中要保证没有冲击、没有掉力。这是拉力试验机的一个非常关键的技术。
其次是引伸计的装夹、跟踪与取下来的时机。对于包头流体管的拉伸的试验,如果要求取 力下的总伸长(Agt),那么引伸计就必须跟踪到 力以后再取下。对于包头流体管等拉断后冲击不大的试样,引伸计可以直接跟踪到试样断裂;但是对于拉力较大的试样, 的办法是试验机拉伸到 力以后开始保持横梁位置不动,等取下引伸计以后在把试样拉断。有的夹具在夹紧试样的时候会产生一个初始力,一定要把初始力以后再夹持引伸计,这样引伸计夹持的标距才是试样在自由状态下的原始标距。
其次是引伸计的装夹、跟踪与取下来的时机。对于包头流体管的拉伸的试验,如果要求取 力下的总伸长(Agt),那么引伸计就必须跟踪到 力以后再取下。对于包头流体管等拉断后冲击不大的试样,引伸计可以直接跟踪到试样断裂;但是对于拉力较大的试样, 的办法是试验机拉伸到 力以后开始保持横梁位置不动,等取下引伸计以后在把试样拉断。有的夹具在夹紧试样的时候会产生一个初始力,一定要把初始力以后再夹持引伸计,这样引伸计夹持的标距才是试样在自由状态下的原始标距。



